 Fraunhofer Institute for Material and Beam Technology IWS
Fraunhofer Institute for Material and Beam Technology IWS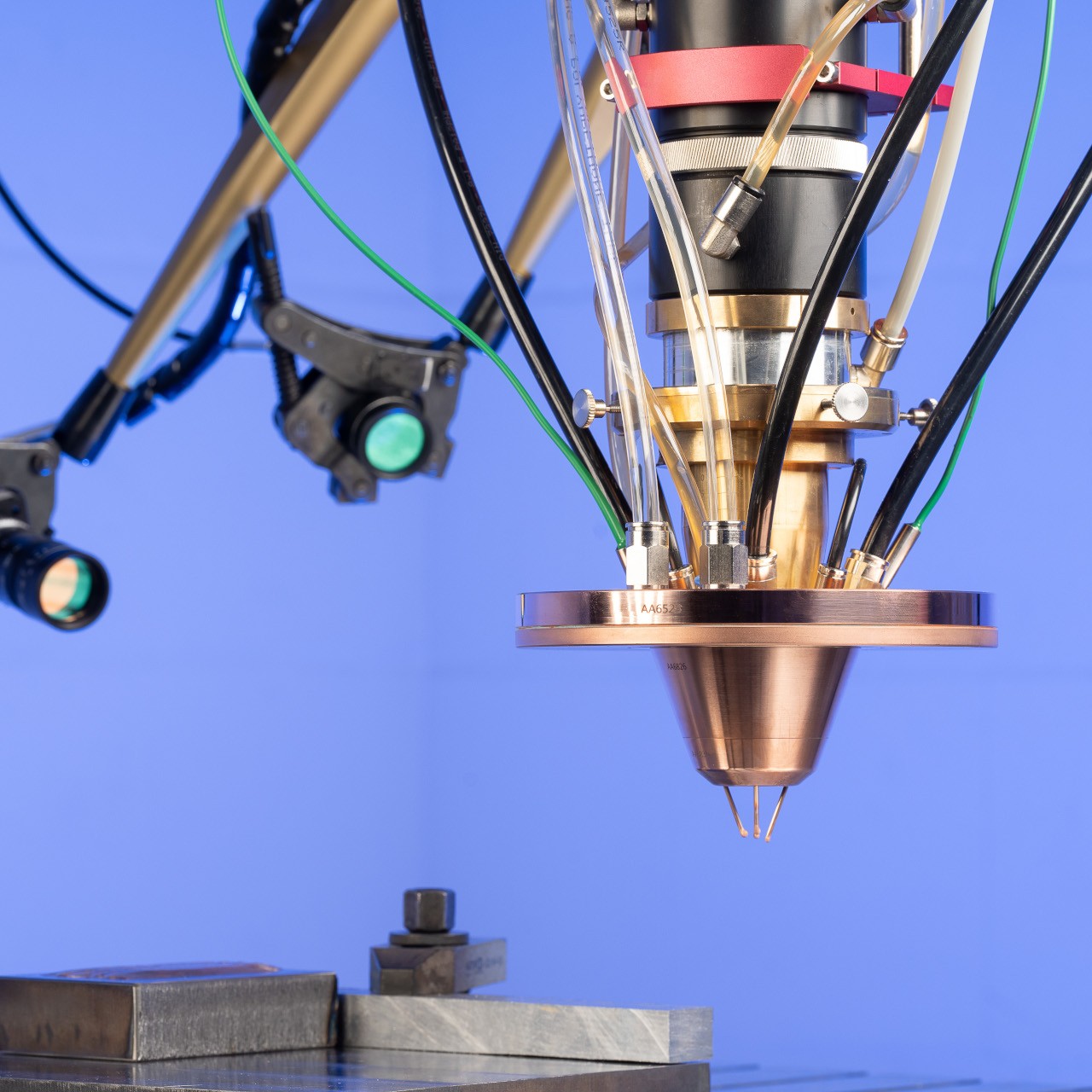





Materials and Lasers – Competence with a System
Visit us at international trade fairs and discover trends as well as future-oriented developments in materials, surface and laser technology. Our experts will be pleased to assist you with individual solutions. On this website you will find an overview of our current trade show exhibits. For a quick navigation please use the links below:
Ablation and Cutting
- Systems in Laser Cutting and Laser Welding
- Laser Cutting of Composite Materials
- Laser Cutting Under Water
- Extremely Dynamic Cutting System for Complex Contours (EDcut)
Additive Manufacturing
- Additively Manufactured Rocket Engine with Aerospike Nozzle for Microlauncher
- Cross Over Duct: Highly Integrated Turbine Component for Use in Hybrid-electric Aviation
- Process Monitoring for Direct Metal Deposition
- Technology and Material Development for Powder Bed Fusion Processes
Biosystems Engineering
- Technology Platform for Microphysiological Systems
- Lab-on-chip Systems: From Prototype to Series Production in No Time
Battery Technology
Joining
- New Perspectives in Laser Welding
- 3D Tank Bottom: Crack-free Weld Seams for Extreme Requirements
- Multi-layer Narrow-gap Laser Welding (laser MES) Using the Example of a Crane Jib
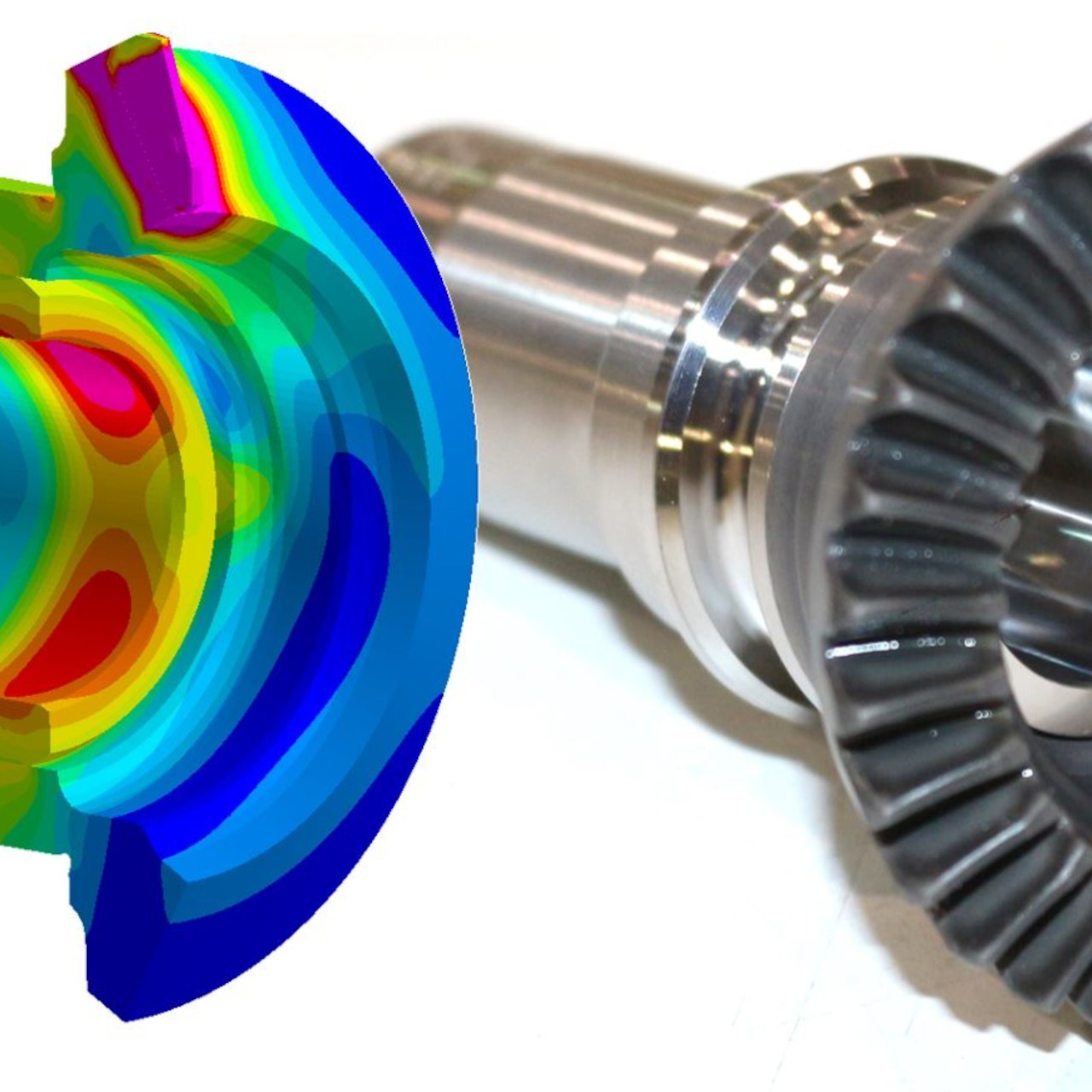
- Finite Element Simulation – Design of Laser Welded Gears
- Innovative Manufacturing Process for Next-generation Wind Turbine Blades
- Broadband Winding of Heavy-duty Cylindrical CFRP Structures
- HPCi® – Direct Thermal Joining for Lightweight Construction
- Continuous Co-consolidation of Fiber-reinforced High-performance Laminates
- Magnetic Pulse Welding for Cryogenic Applications
- New possibilities of Joining Technology in Aircraft Construction – Example Laser Welding
- High-Pressure H2 Tank Structures
Carbon Coatings
Laser Precision Processing
- Efficient Microprocessing in Micrometer Scale
- DLIPµcube – World's Most Compact System for Surface Functionalization with New Nano Scanner
- SHAPErotator for High-performance Ultrashort-pulse Processes (USP)
- Micrometer-accurate Structures Create Functional Surfaces
- Laser-structured Surfaces for Better Cell Adhesion
- Bonding Similar and Dissimilar Materials without Bonding Agents for Lightweight Construction
- Laser as a Multitool
- Binder-free Joining of Paper
Nano Coatings
Optical Metrology
- Measurement System SURFinpro for AI-supported Detection of Surface Features in Roll-to-roll Processes
- HSI for the Areal Surface and Thin Film Inspection
- Hyperspectral Imaging Makes Tissue Differences Visible
- OCT Imaging Ensures Quality of Tissue Cultures on Microphysiological Systems (MPS)
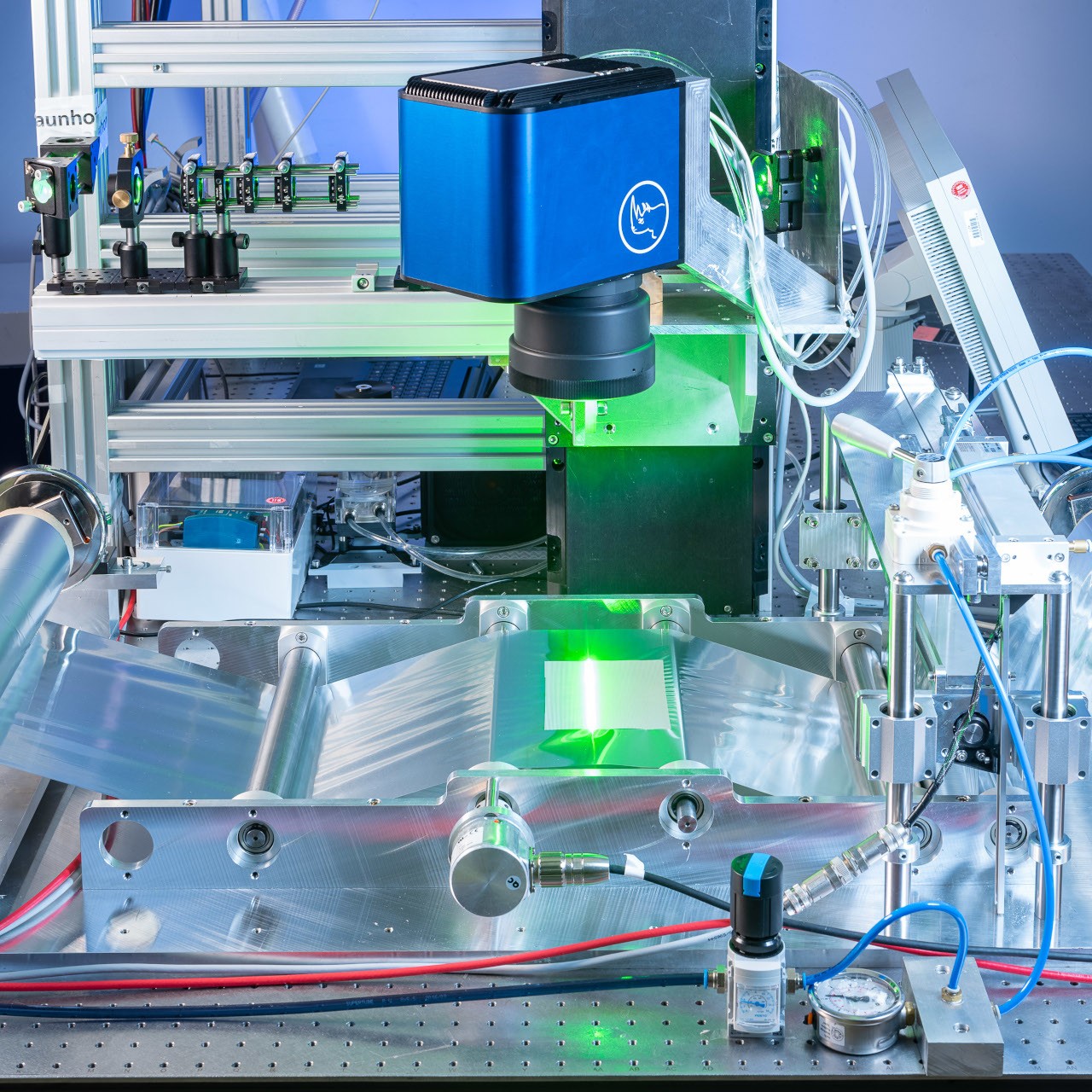
- Novel Solutions for the Evaluation of Barrier Films
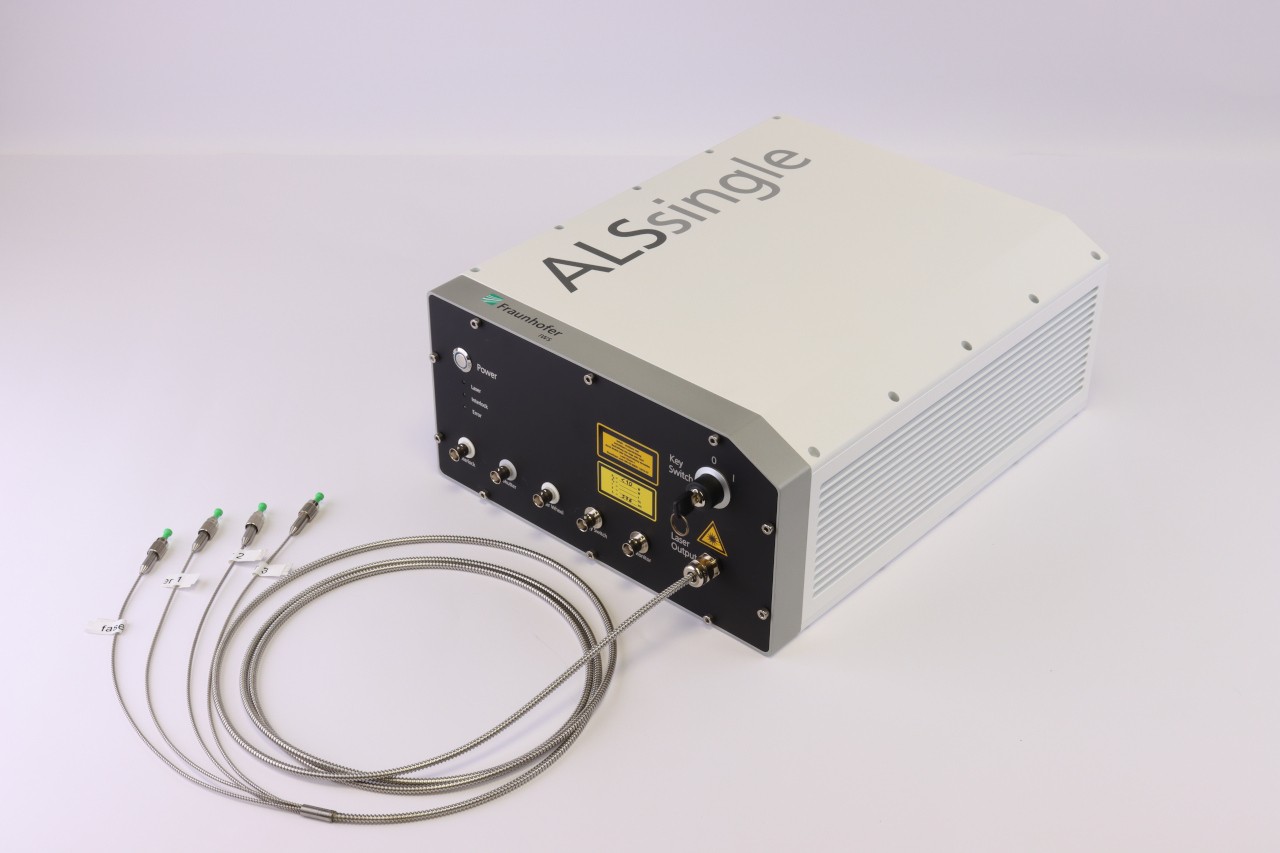
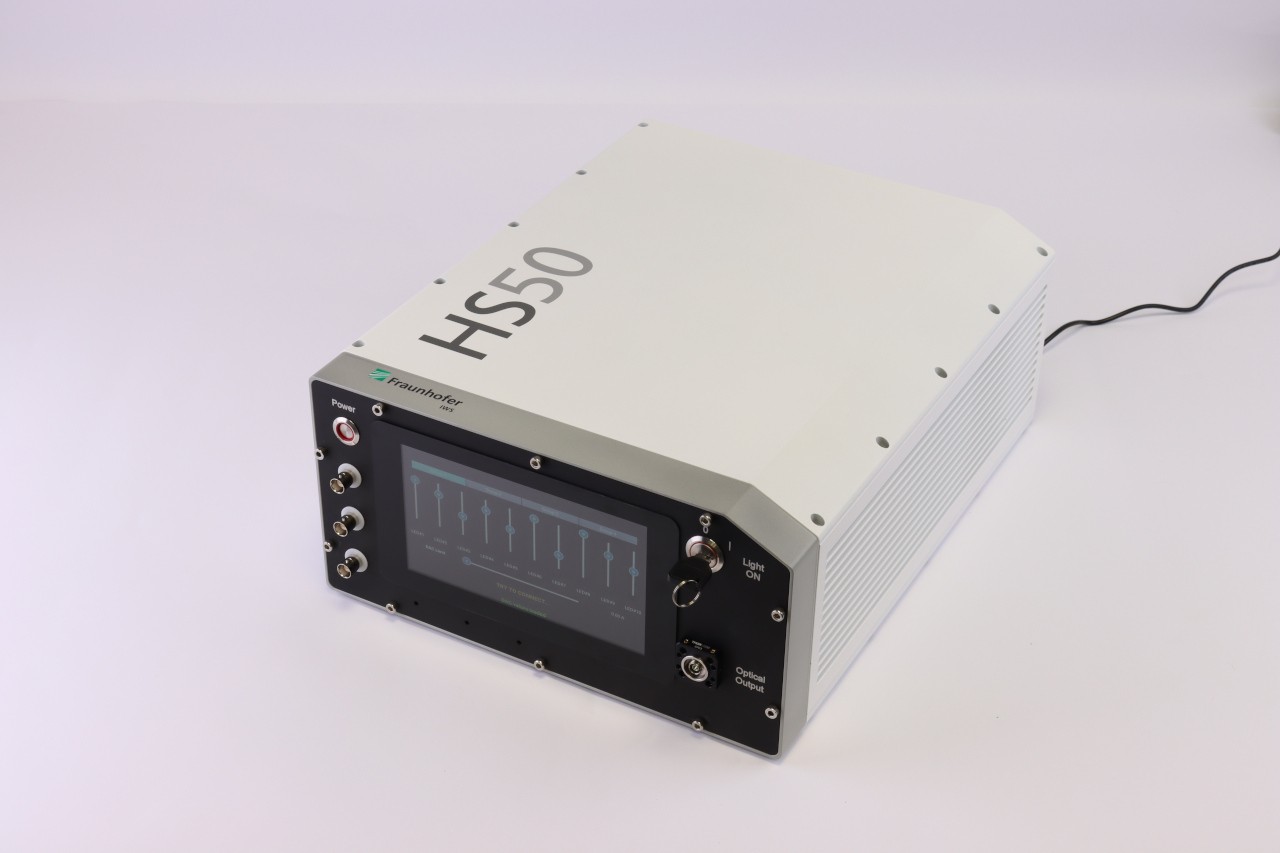
- Special Light Sources for Optical Metrology
Thermal Coating
- Systems in Laser Cladding and Additive Manufacturing
- Functionalizing Lightweight Components by Thermal Spraying
- Innovation „Liquid Spraying“
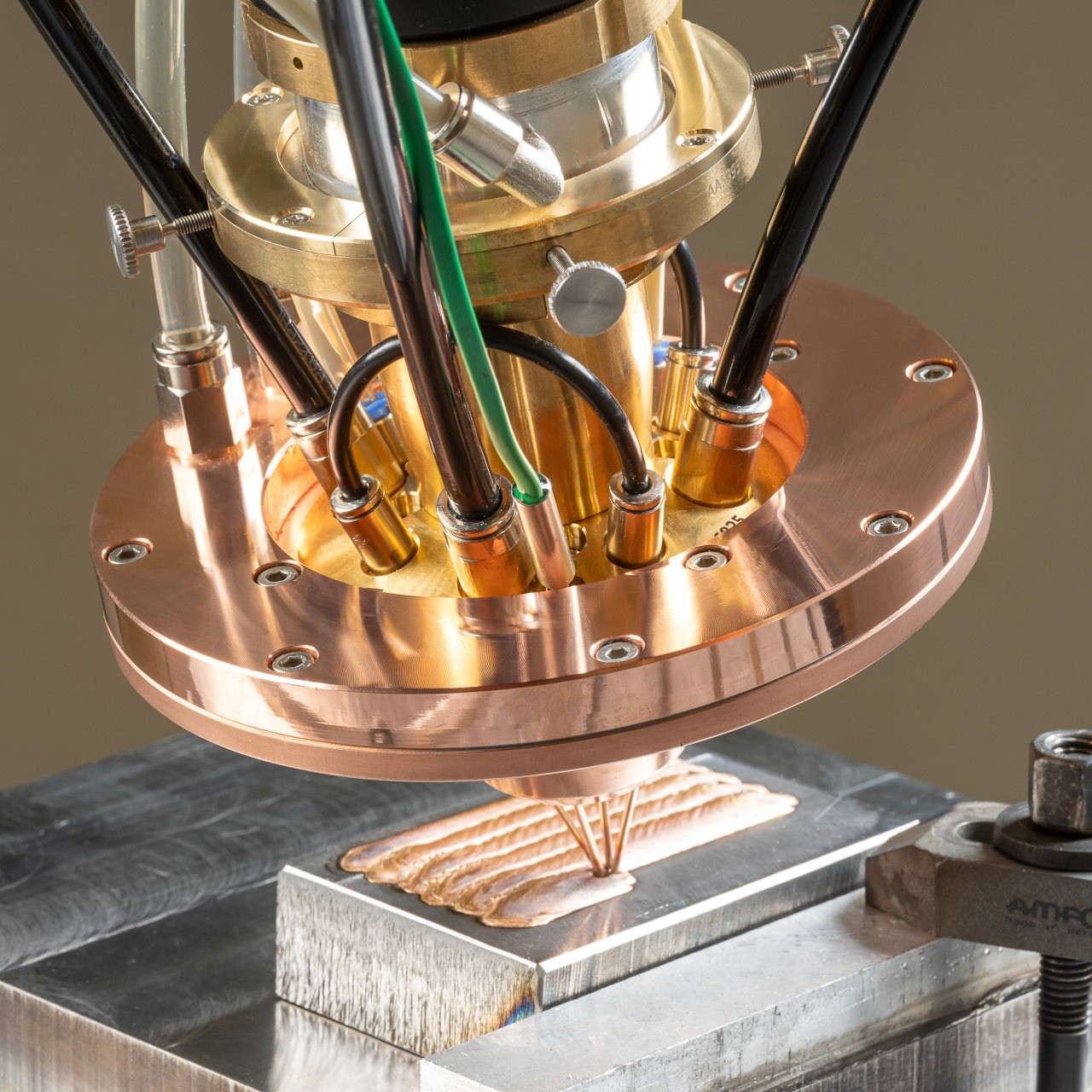
- "COAX" System Family – Line of Modular Processing Heads for Laser Metal Deposition with Powder and Wire
Heat Treatment and Plating




")



































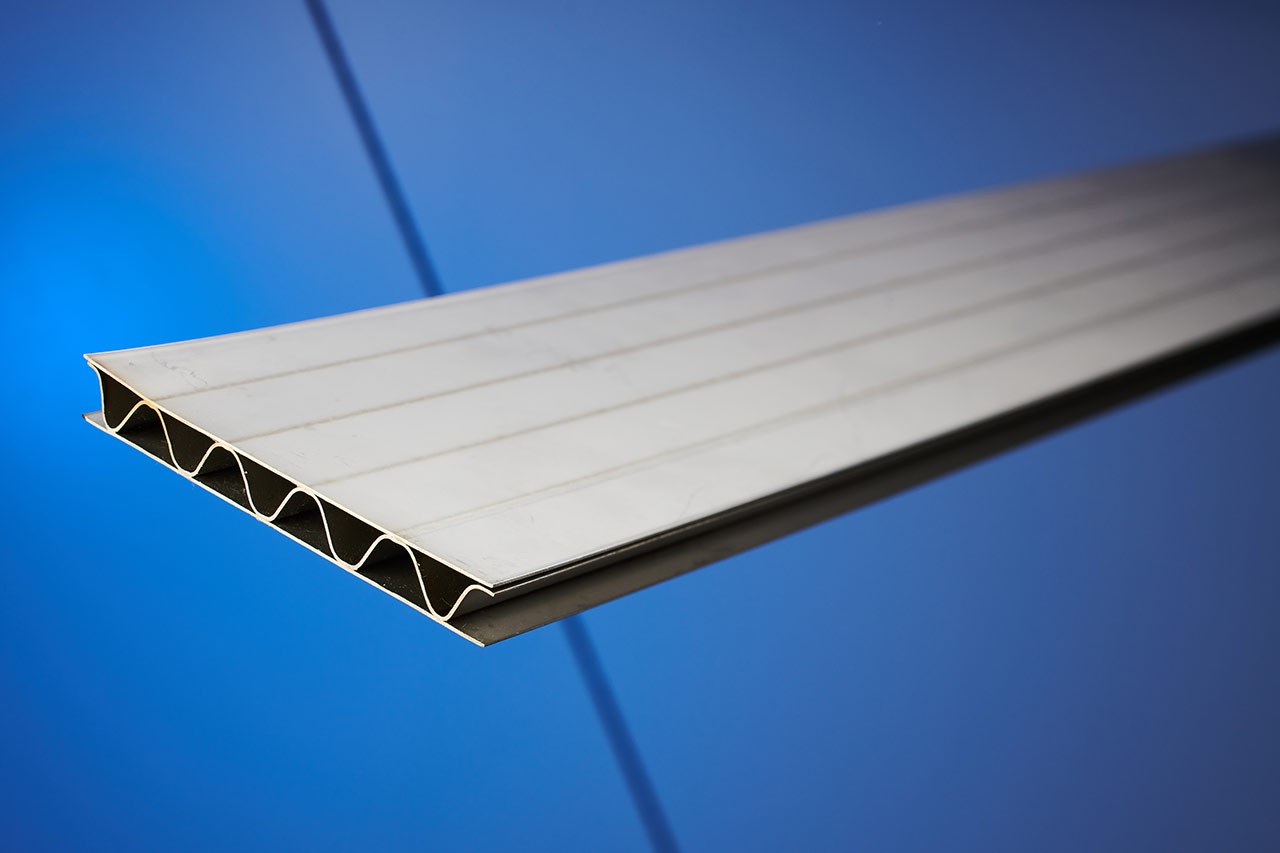
 thermoplastics are determined and optimized on \"hat profiles\".")

 to quickly detect the slightest deviations of a barrier film from its ideal structure and even continuously monitor its quality parameter \"water vapor permeability\" in-line.")










.")