 Fraunhofer-Institut für Werkstoff- und Strahltechnik IWS
Fraunhofer-Institut für Werkstoff- und Strahltechnik IWS





Werkstoff und Laser mit System
Besuchen Sie uns auf internationalen Fachmessen und entdecken Sie Trends sowie zukunftsweisende Entwicklungen in der Werkstoff-, Oberflächen- und Lasertechnik. Unsere Experten beraten Sie gern über individuelle Lösungen. Auf dieser Webseite finden Sie eine Übersicht über unsere aktuellen Messe-Exponate. Für eine schnelle Navigation nutzen Sie bitte die untenstehenden Links:
Abtragen und Trennen
- Scanner-Einsatz beim Laserschneiden und Laserschweißen
- Laserschneiden von Verbundwerkstoffen
- Laser schneidet unter Wasser
- Hochdynamisches Schneidsystem für komplexe Konturen (EDcut)
Additive Fertigung
- Additiv gefertigtes Raketentriebwerk mit Aerospike-Düse für Microlauncher
- Cross Over Duct: Hochintegrierte Turbinenkomponente für den Einsatz in der hybrid-elektrischen Luftfahrt
- Prozessmonitoring beim Laserauftragschweißen
- Technologie- und Materialentwicklung zum Pulverbettverfahren
Biosystemtechnik und Digitalisierung
- Technologieplattform für Mikrophysiologische Systeme
- Lab-on-chip-Systeme: In kürzester Zeit vom Prototyp zur Serienproduktion
Batterietechnik
Fügen
- Neue Technologie-Entwicklungen im Laserschweißen
- 3D-Tankboden: Rissfreie Schweißnähte für extreme Anforderungen
- Mehrlagen-Engstspalt-Laserschweißen (Laser-MES) am Beispiel eines Kranauslegers
- Schweißen großer Schalenkonstruktionen mit MUVAX – Eine leichte und flexible Alternative zu großen Portalmaschinen
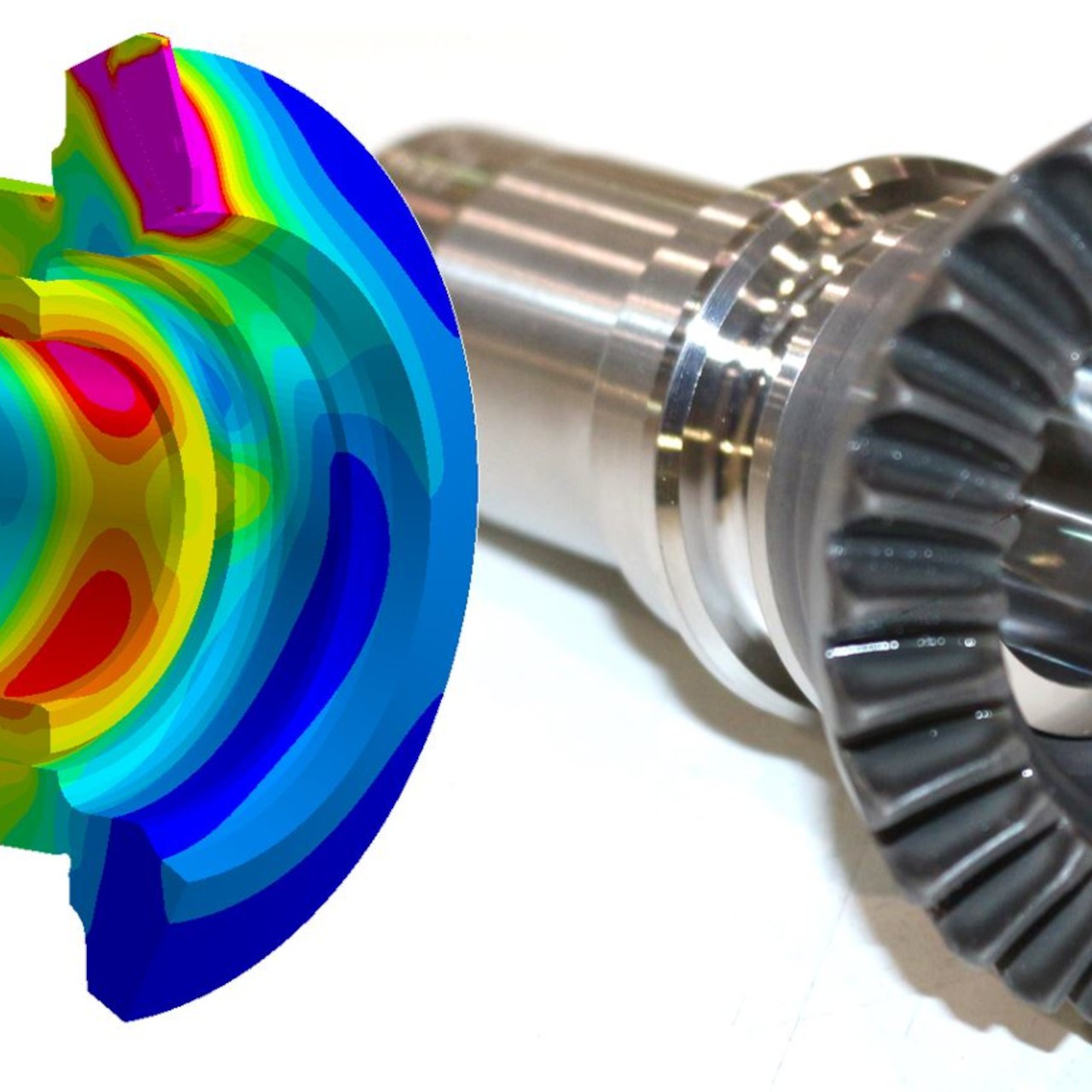
- Finite-Elemente-Simulation – Auslegung lasergeschweißter Getriebe
- Innovatives Fertigungsverfahren für Windturbinenblätter der nächsten Generation
- Breitbandwickeln hochbelastbarer zylindrischer CFK-Strukturen
- HPCi® – Thermisches Direktfügen für Leichtbauanwendungen
- Kontinuierliches co-konsolidieren faserverstärkter Hochleistungslaminate
- Magnetpulsschweißen für kryogene Anwendungen
- Neue Möglichkeiten der Fügetechnik im Flugzeugbau – Beispiel Laserschweißen
- Hochdruck-H2-Tankstrukturen
Kohlenstoffschichten
- LAwave® – Akustisches Oberflächenwellenprüfgerät
- Massenproduktion für Brennstoffzellen – automatisiert und kostengünstig
Laser-Präzisionsbearbeitung
- Effizientes Laserbearbeiten im Mikrometermaßstab
- DLIPµcube – Weltweit kompakteste Anlage zum Oberflächenfunktionalisieren mit neuem Nano-Scanner
- SHAPErotator für Hochleistungs-Ultrakurzpuls-Prozesse (UKP)
- Mikrometergenaue Strukturen erzeugen funktionale Oberflächen
- Laserstrukturierte Oberflächen für bessere Zellanhaftung
- Lasermikrostrukturierung für hohe Verbindungsfestigkeiten artähnlicher und -fremder Materialien
- Laser als Multitool
- Papier bindemittelfrei fügen
Nanoschichten
Optische Messtechnik
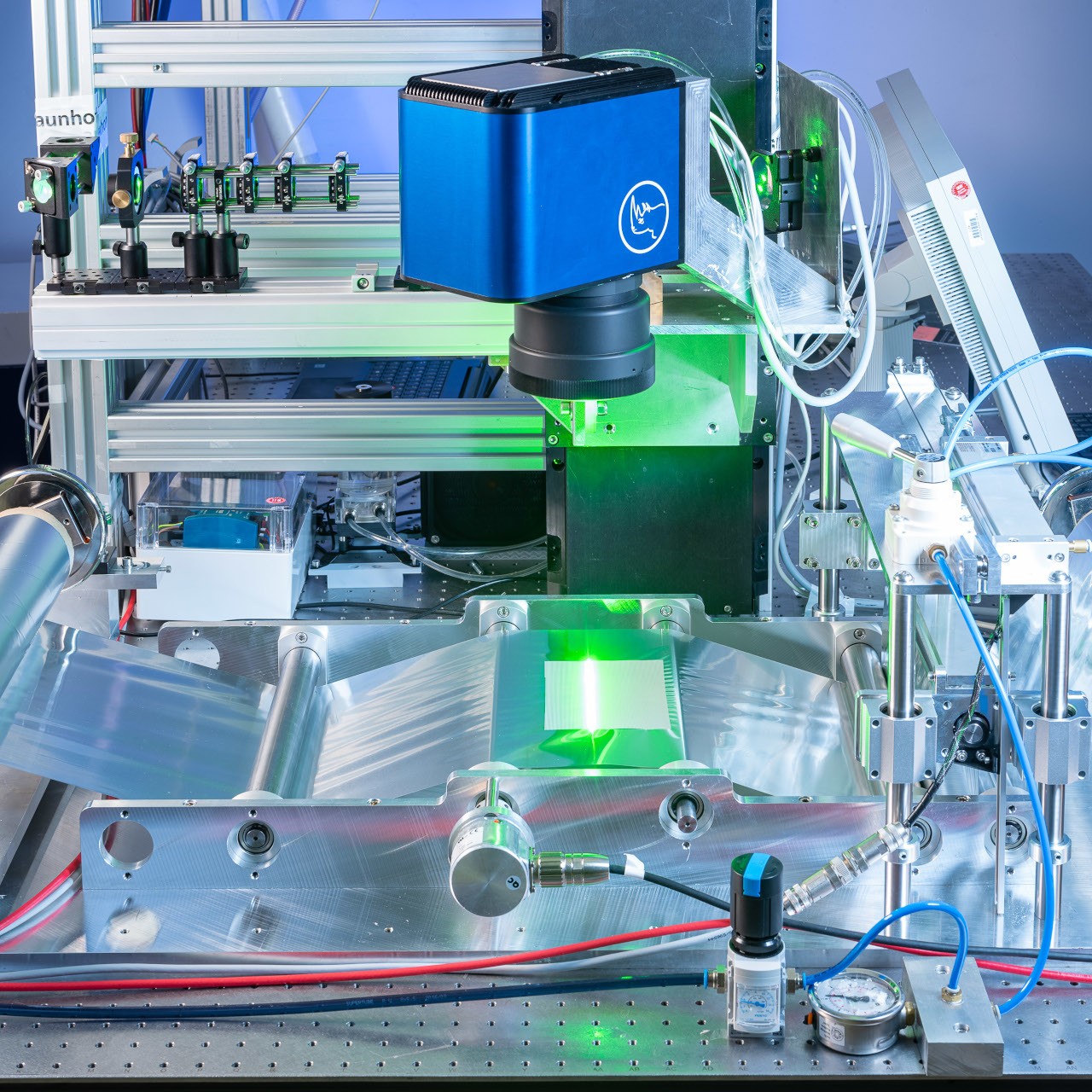
- Messsystem SURFinpro zur KI-gestützten Erfassung von Oberflächenfeatures bei Rolle-zu-Rolle-Prozessen
- HSI für die flächige Oberflächen- und Dünnschichtprüfung
- HSI macht Gewebeunterschiede sichtbar
- OCT-Bildgebung sichert Qualität von Gewebekulturen auf mikrophysiologischen Systemen (MPS)
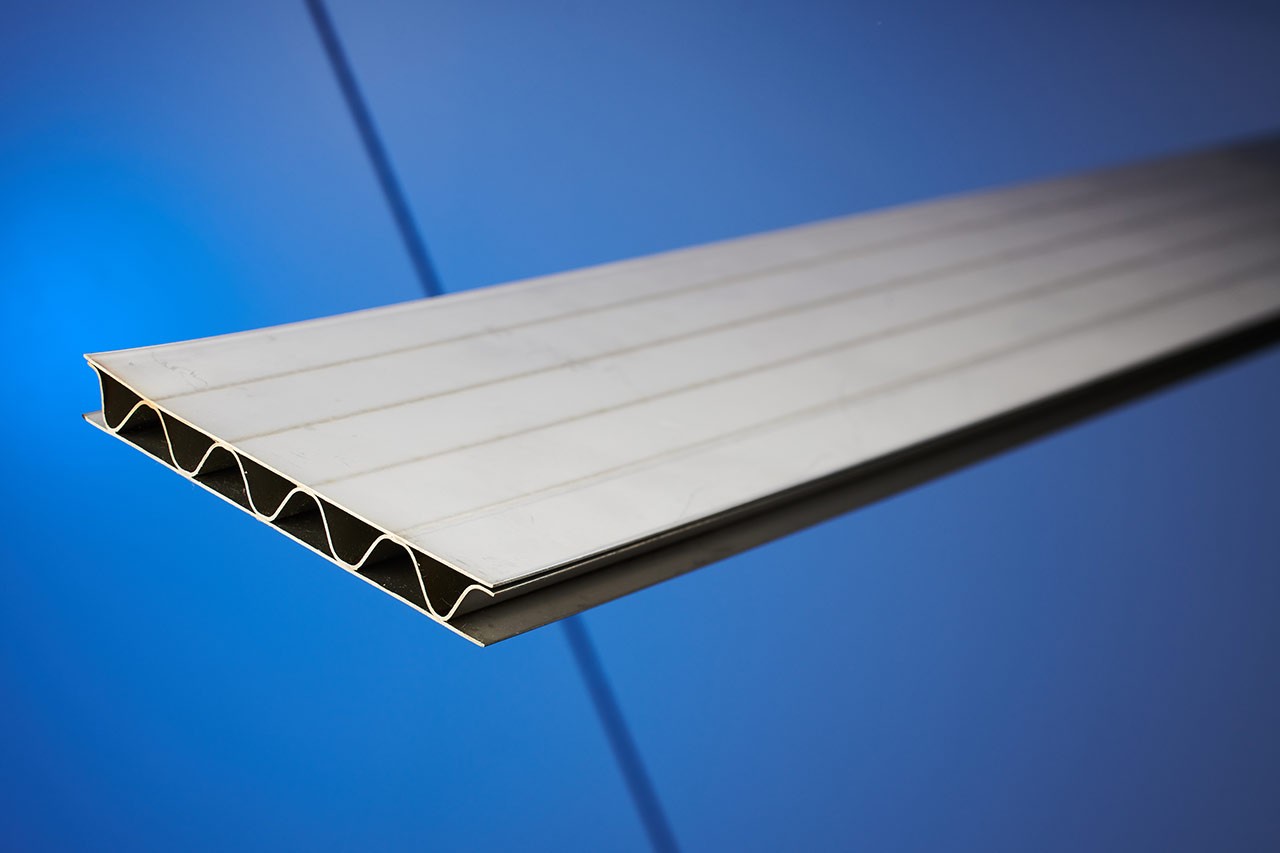
- Neuartige Lösungen zur Bewertung von Barrierefolien
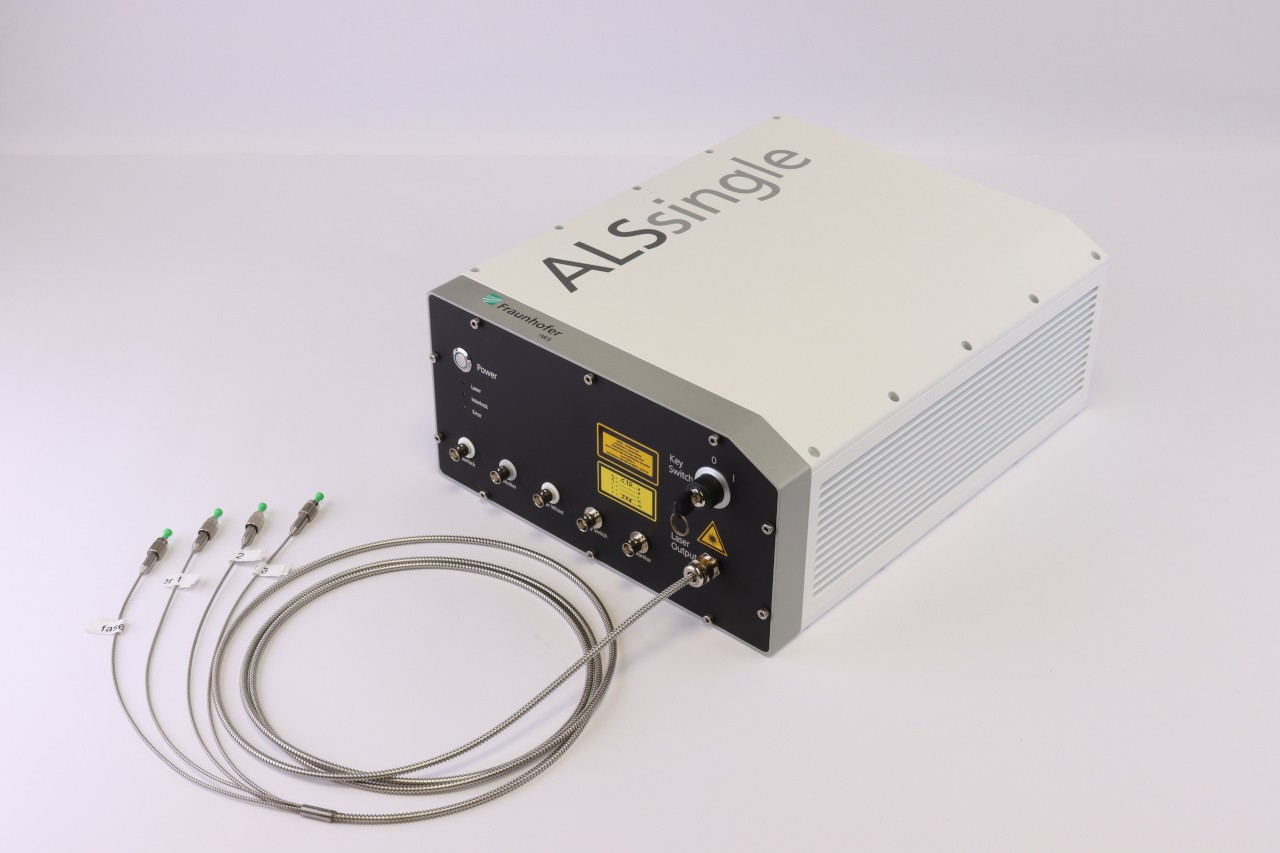
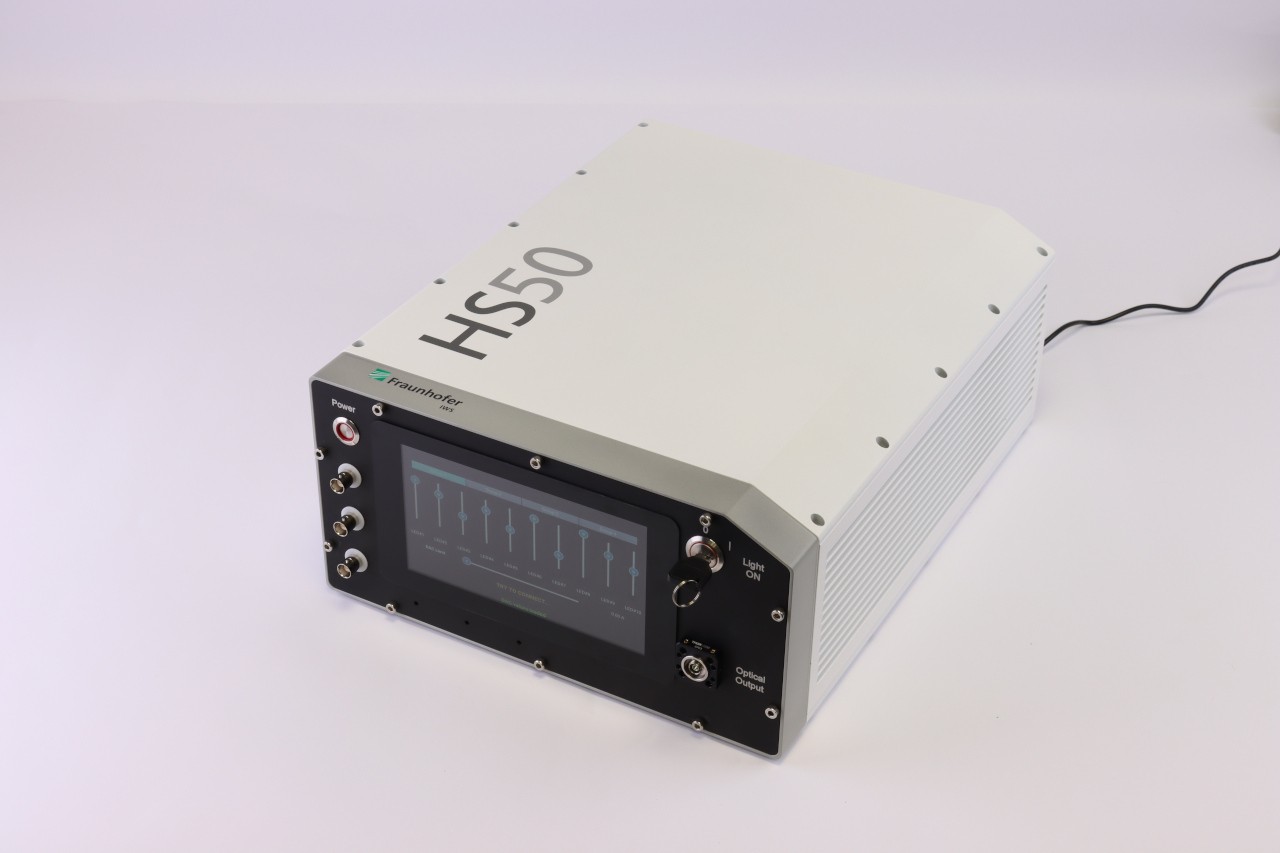
- Spezielle Lichtquelle für die optische Metrologie
Thermisches Beschichten
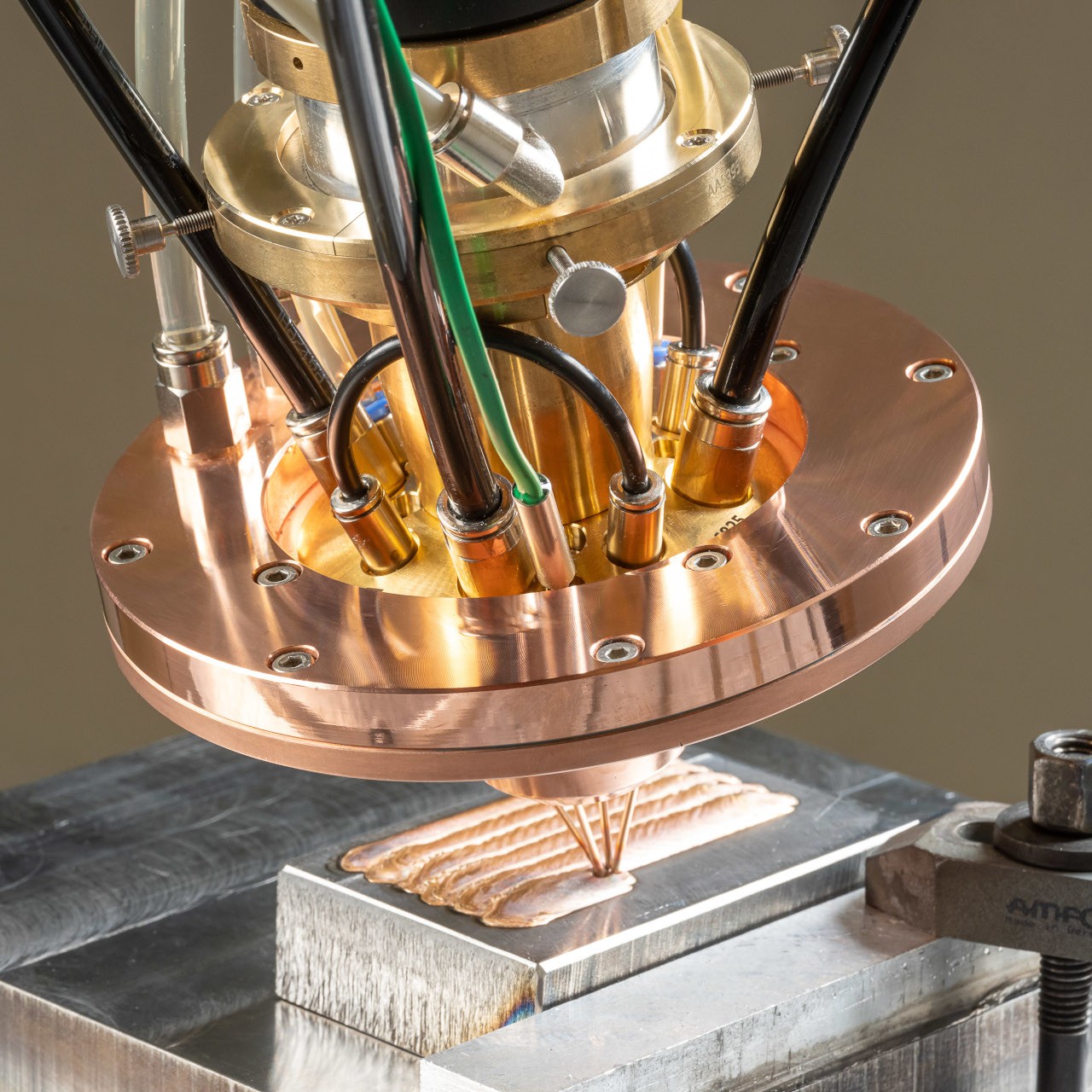
- Systemtechnik zum Laserauftragschweißen
- Leichtbauteile durch Thermisches Spritzen funktionalisieren
- Innovation »Liquid Spraying«
- Systemfamilie »COAX« – Linie modularer Bearbeitungsköpfe für das Laser-Auftragschweißen mit Pulver und Draht
Wärmebehandeln und Plattieren




")





































 thermoplastischen Kunststoffen werden an »Hutprofilen« bestimmt und optimiert.")

 weiterentwickelt, um geringste Abweichungen einer Barrierefolien von ihrem idealen Aufbau schnell zu erkennen und deren Qualitätsparameter »Wasserdampfdurchlässigkeit« sogar in-line kontinuierlich zu überwachen.")










 denkbar.")