 Fraunhofer-Institut für Werkstoff- und Strahltechnik IWS
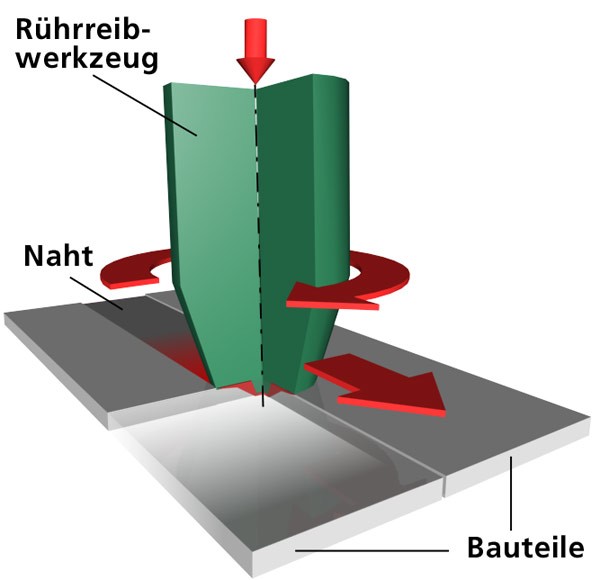
Fraunhofer-Institut für Werkstoff- und Strahltechnik IWSNeue Konzepte für das Rührreibschweißen an dreidimensionalen Konturen großer Bauteile

Rührreibgeschweißtes 3D-Kontur Testteil mit konvex-konkav Radien
Schweißen von gekrümmten Aluminiumstrukturen ist mittels Schmelzschweißverfahren Stand der Technik. Können diese jedoch aus metallurgischen Gründen, etwa bei legierungsbedingter Schweißrissanfälligkeit oder geringer zyklischer Belastbarkeit des Nahtgefüges nicht eingesetzt werden, stellt das Rührreibschweißen eine aussichtsreiche Alternative dar.
Eine Herausforderung ist jedoch die 3D-Fähigkeit: Aufgrund der prozessbedingten hohen Anforderungen an die Positionskontrolle und Steifigkeit der Schweißanlage sind gerade große Bauteile schwierig zu fügen. Ziel ist daher die Entwicklung eines kostengünstigen Maschinenkonzepts, dass auch für größere Bauteile anwendbar ist und das in der industriellen Fertigung eingesetzt werden kann.
")
")